特點:
1、因應不同產品,升溫速度可供調選
2、特種材料焊接頭,確保產品受壓平均
3、備有真空功能,調節對位更容易
4、溫度數控化,清楚精密
5、備有數字式壓力計,可預設壓力範圍
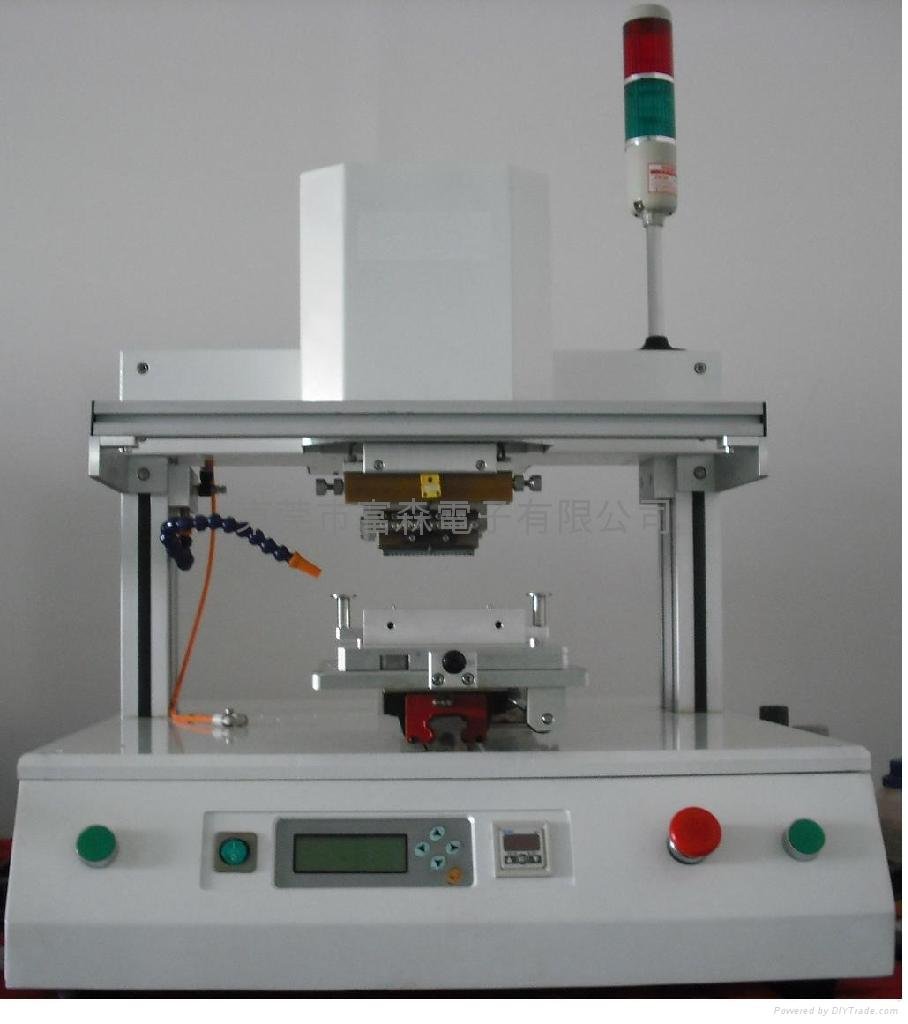
機器規格:
| 工作面積 | 200×260mm |
| 機器尺寸 | 500×750×640mm |
| 工作氣壓 | 0.45-0.70Mpa |
| 定位夾具 | 1套 |
| 機器重量 | 90 kg |
脈衝焊接設定要點
脈衝焊接,焊接參數包括:溫度,時間,壓力,加溫速度檔,鋼網.
焊接一個產品,準確地設定以上參數非常重要.一個好焊點應該使焊錫充分地焊接兩個表面,在兩個零件表面發生熔錫.要使以上參數有效地配合,才能焊出100%的良品.
FPC是由兩層聚酰亞胺及銅鉑組成.FPC的操作溫度範圍在130~200度.可經受高達300度短期焊接溫度.由於PCB與FPC(或是被焊接材料)在焊接時,會給壓頭帶來散熱效應(FPC和PCB會吸收熱量,當壓頭下壓后,由於被焊材料與壓頭週圍空氣對流,會導致壓頭散熱).加上FPC在0.02~0.12厚度之間,所以到焊接面時可能發生50~80度的損耗.所以在設定溫度時應加上損耗的溫度.(焊錫熔點加損耗溫度).
以下詳細介紹參數值及其設定範圍
一,溫度與時間的設定:溫度設定分三段: 預熱,加熱,和冷卻.
1, 段預熱溫度設定:使焊盤錫點達到將熔的狀態.其設定值為錫的熔點溫度左右.無鉛在230度左右.有鉛在180度左右.時間設定在2~4秒.預熱設定的好處有.
1),壓頭溫度上升到焊接溫度(包括保持溫度的設定時間)大約需要几秒鐘,在這期間,助焊劑活化,通過去掉氧化層來提高熔錫.預熱只是在當過多的散熱降低了壓頭的溫度時使用.或者當應用了脆弱的基板(如陶瓷)需要以更加受控的方式加熱以避免破裂.
2)在第二段加溫時,使焊盤的錫流動較好,能夠順利的前後流動.否則在第二段加溫時,壓頭突然上升到錫的熔化溫度,導致焊盤錫上的焊錫在有壓力的情況下,突然熔化,而焊盤兩頭的溫度低,使錫無法前後流動,導致左右流動而短路.
2,第二段加熱溫度的設定:使FPC與PCB完全連接在一起,其設定值根據所焊接的材質而定.通常情
況下:有鉛為230~320度左右.無鉛為280~350度左右.因材質不同,壓頭大小不同,導致散熱快慢不同. 根據散熱多少,來設定溫度.
注意:FPC的電解沉澱銅在0.03mm以下時,兩段溫度也不要設的太高.大概在錫完全熔化的溫度即可.若溫度太高,通過FPC傳到焊接面的溫度也會過高,導致錫產生很強的流動性.容易造成短路及錫珠.溫度設的太低會導致雪花式短路.
以下是一個參考範圍:
無鉛產品 段溫度設定範圍:230~~280:第二段溫度設定範圍:280~~350度.
有鉛產品 段溫度設定範圍:200~~230:第二段溫度設定範圍:230~~320度.
3,第三段冷卻溫度設定.其設定是讓兩焊接面充分冷卻至凝固.防止壓頭在焊接完產品后,焊點未凝固就上升,此時FPC會隨壓頭一起上升.冷卻溫度設定太低會降低生產效率,其溫度設定在160度左右即可.
二,壓力設定
通常設定範圍在:0.08~0.14MP.低於這個設定範圍, 可能會導致氣缸昇降緩慢,或焊接不牢固和虛焊.若壓力過高,易產生錫珠短路.溫度過低時,容易損坏FPC與PCB.
三,加溫速度檔的設定.
加溫速度檔有8個檔位,(1檔~8檔), 1檔加溫最快, 8檔加溫最慢.其設定與壓頭的寬窄有關.窄頭(10mm)用慢的加溫檔(即6,7,8檔),寬頭如80mm)用快的加溫檔(即1,2,3檔).操作時,看焊頭實際溫度是否有10度以上正負溫差.以便設定為合適的加溫檔位.
四,鋼網的制做
以厚為0.15mm,覆蓋40%錫膏面積的鋼網為參考標準,若產品間距越小,鋼網開口需減小,鋼網厚度通常在:0.12mm~0.2mm.鋼網開厚,面積開大,會造成壓焊后短路.
五,壓頭的制做
1,壓頭長度標準(長度L):在焊盤長度兩端沒有零件的前提下,做長2mm.使焊盤位置受熱均勻.
2,壓頭度部厚度標準;最小寬度為0.149mm,標準尺寸為0.2mm,在焊錫量沒有好好控制或者空間受限制的地方,可以使用0.12mm.(壓頭的壽命與性能將減少).
3,壓頭的寬度標準(寬度W):為PCB焊盤前後寬的三分之一.
4,感溫線的碰點碰焊在離壓頭底平面0.5~1mm處,防止在壓頭在熱壓錫熔化過程中將碰點弄掉.
5,感溫線接在插頭內的接法為.黃線接插頭上標有正極處.紅線接插頭上標有負極處.

























PCBA載具材料")

